| Танки Вермахта | ||||
|
Специальная техника, циммерит,пайка, вакуумформование |
||||
| Циммерит | ||||
|
Любой моделист, интересующийся германской бронетехники периода Второй мировой войны, рано или поздно сталкивается с проблемой имитации циммеритпого покрытия. О проблеме - позже, пока займемся циммеритом. Германская армия стала единственной, бронетехника которой была защищена от страшного оружия пехоты - магнитных зарядов. Вертикальные и близкие к вертикальным поверхности немецких танков покрывались специальным антимагнитным состанвом на основе цемента, толщина покрытия варьировалось, но обычно составляла 12 см. Честь и хвала немецким конструкторам и изобретателем, но есть нюанс: единственная армия, планировавшая принять (но не принявшая) на вооружение пехоты в массонвом количестве магнитные противотанконвые боеприпасы была германская армия! Советские партизаны широко использовали магнитные мины, но даже упившемуся украинской самогонкой партизану в голову не приходило крепить мину на самое видное место - на борта корпуса и башни. Хитрый партизан старался приспособить мину на днище, которое все равно циммеритом не покрывалось. Классная штука циммерит. только на хрена он нужен. Не иначе для придания моделям дополнительного визуального эффекта. Антимагнитные свойства покрытия обеспечивались не только материалом, но и специальной фактурой - параллельными канавками глубиной несколько сантиметров. Чаще всего канавки наносились параллельно горизонтальным поверхностям, встречались также (редко и в основном на лПантерах╗) вертикальные канавки, на лЯгдпаитерах╗ текстура циммеритного покрытие напоминала поверхность вафель. Изредка циммерит наносили на горизонтальные поверхности танков. Циммеритное покрытие наносилось почти исключительно на танки и штурмовые орудия с начала 1943 г. по осень 1944 г. В полевых условиях циммерит изредка наносился на полугусеничные бронеавтомобили (известны фотоснимки Sd.Kfz. 251 Ausf. D с циммеритом, наложенным явно на фроннте). Циммерит довольно быстро отваливался кусками от корпусов боевых машин вследствие вибраций, которые испытывали танки при движении по пересеченной местности и от попаданий снарядов и осколков. Отказ от циммерита часто объясняют изменением тактики действий панцерваффе. Дескать, к осени 1944 г. германские таннки почти не наступали и действовали едва ли не исключительно из засад, где опасность нападения пехоты противника сводилась к минимуму. Весной и летом 1944 г. панцерваффе гоже как-то не очень наступало... Может просто к осени генералы нашли ответ на вопрос: лА зачем этот циммерит нужен?╗ Существуют две школы имитации циммерита на моделях. Приверженцы одной следуют за оригиналами, не в смысле оригинальными людьми, а в смысле за немецкой технологией нанесения циммерита на настоящие танки: на поверхности модели наносится пластичный материал, поверхности которого придается форма рельефа циммерита. Последователи другого направления выжигают фактуру циммерита детским прибором, предназначенным для художенственной порчи фанеры, прямо по поверхности моделей. При соответствующем нанвыке в обоих случаях можно получить вындающиеся результаты. Лучшим все-такипредставляется первый способ, там, по крайней мере, можно исправить ошибки. В качестве пластичного состава предпочтительнее использовать миллипут, но в принципе годится любая модельная шпаклевка. Канавки имитируются ложечкой для одевания обуви, размер канавки 44x14 мм; можно под такой размер заточить ложечку. Фанаты могут купить готовый инструмент для имитации текстуры циммерита, в частности такой инструмент выпускает британская фирма Woolworth. He так давно Эдуард стал выпускать циммеритнос покрытие, выполненное по технологии фототравления, но миллипут все равно лучше. Поскольку миллипут сохнет довольно долго, то за один подход удается имитиронвать ним мерит только на одной-двух поверхностях. Миллипут должен очень хорошо держаться на поверхностях модели, но обычно поверхности - гладкие. Как известно, прочность соединения зависит от плонщади контакта. Площадь контакта можно искусственно увеличить, сделав из гладкой поверхности шероховатую. Шероховатость придается крупнозернистой шкуркой или механической обработнкой закрепленной в патронне дрели фрезой. Наноситнся только свежий миллинпут: не разводите двухком-понентную шпаклевку впрок - засохнет или потрескается после нанесения на модель.Имитировать канавкиможно двумя способами: как немцы, вдавливая ложечку в еще не полностью застывшую массу (через час-полтора после нанесения) или каккрутые моделисты с электромоторчиками, прорезая канавки зубоврачебным буром в полностью отвердевшей шпатлёвке. Приклеить детали к покрытой циммеритом поверхности можно двумя способами. Если площадь контакта обширна, то ее сначала отмечают карандашом, а потом прорезают по периметру модельным ножом. Циммерит внутри по периметру удаляется также модельным ножом. Края покрытия упрочняютнся перед монтажом детали цианкрилатом. Небольшие детали приклеиваются непоснредственно на циммерит-миллипут. Если возможно, то в нужном месте изнутри просверливается отвеертие (так меньше веронятность повреждения миллипута), в которое вклеивается на цианкрилате проволочка. Деталь сажается на проволочку (в детали предварительно высверливается глухое отнверстие). Вместо проволочки можно иснпользовать тянутый литник. Сколотый циммерит имитируется примерно так же как, очищается поверхность под крупные детали: периметр прорезается ножом, внутри периметра циммерит, тьфу - миллипуг, скалывается. Можно имитировать случайнное повреждение покрытия - подрезать милнлипут, а затем поддеть его. Кусок шпаклевки отвалиться. Более аутеничного способа имитации боевых повреждений циммеритного покрытия придумать сложно. На некоторых танках циммеритом покрывались не только вертикальные, но и горизонтальные поверхности. На горизонтальных поверхностях обычно находится много мелких выступающих частей, сильно затрудняющих процесс нанесения шпаклевки, поэтому здесь фактуру циммерита все-таки удобнее выжигать тем самым взятом на память из пионерского детства приборчиком. Впрочем, специальный прибордля выжигания выпускает фирма Historex Agents, его стомость всего-то 25 фунтов Стерлигов. Вафельную фактуру можно воспроизвенсти только с помощью специальных штамнпов. Штампы можно купить а можно изгонтовить самостоятельно из того же миллипута. Из миллипута лепятся столбики сеченинем 4x4 мм, которые после отверждения обрабатываются до получения четкого квадрата в сечении и приклеиваются на основание. Штамп готов. |
||||
 |
 |
 |
 |
|
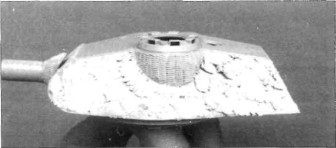
| Перед нанесением миллипута для имитанции циммерита необходимо искусственнно увеличить площадь контакта модели со шпаклевкой. Это можно сделать пунтем обработки поверхности закрепленнным в патроне электродрели зубоврачебнного бура. | Миллипут можно наносить и пальцами рук | Башня модели танка лКоролевский Тигр╗ обмазана миллипутом. Первая фаза имитанции циммерита завершена. | Поверхность миллипута выровнена с помощью воды и модельной шпаклевки | |
 |
 |
 |
 |
|
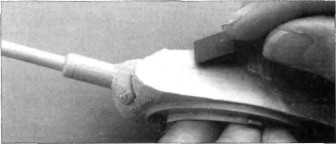
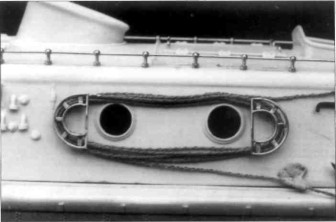
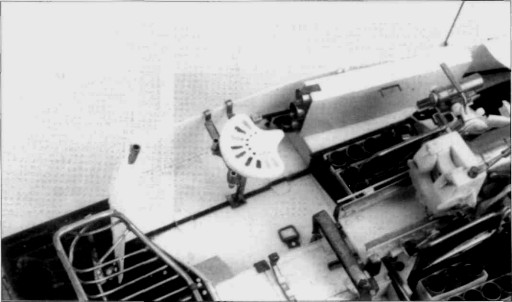
| Имитация фактуры циммерита | Башня лКоролевского Тигра╗ после доработки | Нанесение циммерита на подбашенный барбет. Поверхности, на которых не должно быть циммерита закрыты масками | Характер текстуры цаммерита на лПантере╗ был иным, чем на лКоролевском Тигре╗. Обращайте внимание на такие вещи. лШтринхи╗ циммерита на лКоролевском Тигре╗ располагались горизонтально, а на лПантере╗ - вертикально | |
| Пайка | ||||
|
Пайка
- процесс
соединения
двух
металлических
предметов
путем
нагрева с
использованием
третьего,
легоплавкого,
металла. В
моделях
бронетехники
обычно
используются С
технологией
пайки худо-бедно
разобрались,
Теперь - что
паять. К
моделям железных
дорого
выпускается
куча
разнообразных
аксессуаров,
в том числе
разнообразные
структуры: I-образные,
U-, Т-, L-Z-образные,
круглые,
квадратные
и т.д. Прекрасные
заготовки
для
доработки
моделей бронетехники!
Их-то и
будем паять.
К сожалению,
далеко не
всегда они
сделаны из меди
или латуни,
поэтому
процесс
пайки может
сильно
осложниться. Самое
сложное -
это
соединение
пайнкой
больше двух
металлических
деталей одновременно.
Успех
зависит от
тщательной подготовки.
Можно
попробовать
поять разнынми
припоями,
начиная с
самого
тугоплавкого. Перед
пайкой все
детали
тщательно
зачищаются.
Металлы
склонны к
окислению, а
пленка
оксида
сильно
снижает
прочность соединения.
Удобнее
зачищать
детали не наждачной
шкуркой, а
металлической
щеткой
или губкой
из стальной
проволоки.
Мелкие
детали
обрезаются
в размер
после пайки.
Паять
хорошо лишь
детали
длиной порядка
100 мм. Даже
если вам
предстоит
укоротить
стержень до
длины в 1 мм
паяйте
длинный
конец. Пайка
всегда
ведется от крупных
деталей к
мелким.
Припой
наноситнся
в
минимально
необходимым
количестве. Дегали
нужно
удобно
зафиксировать,
напринмер
прилепить к
плоской
деревянной
поверхнности
жвачкой.
Мелкие
дегали
удерживаются
пинцетом. Не
забывайте
про флюс! Пайка
белого
металла
несколько
отличается
от пайки
меди и
латуни.
Поскольку в состав
сплава
входит
олово, то
деталь может
просто
расплавиться,
поэтому
пайку производят
при низких
температурах.
Предварительно
потренируйтесь
на литниках
от деталей
из белого
металла.
Белый
металл лучше
паять не
паяльником,
а прибором
для выжигания
по дереву -
температура
нагрева
жала в
данном
случае
вполне
достаточна.
Кстати, этим
прибором
легко (при
доснтаточном
навыке)
спаиваются
металлические
траки
гусениц - не
нужно
возиться с
цианкрилатом. |
||||
 |
 |
 |
 |
|
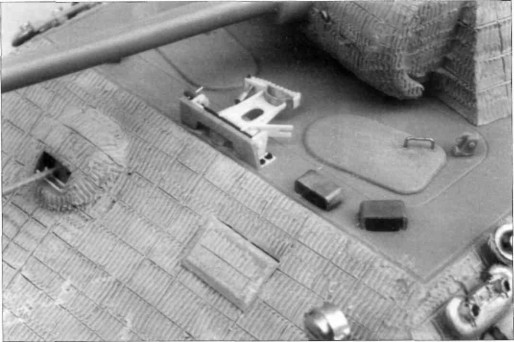
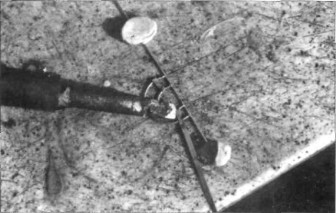
| Текстура циммерита на поверхностях модели танка Pz-Kpfw. IV получена иным методом: с помощью аппарата для выжигания. Обратите внимание - циммерит имитирован и на горизонтальных поверхностях корпуса модели. | Пайка медной проволоки. Детали закреплены на жаропрочном основании. | Пайка дополнительных элементов конструкции. Надо припаять новые элементы так, чтобы не нарушить уже сделанные паяные соединения. Обратите внимание на импнровизированный теплоотвод (медный стержень), положенный сверху детали | Скрученный из нейлоновой нити трос закреплен на модели амфибии Landwasser фирфирнмы Mini Art Studio | |
 |
 |
 |
 |
|
| Медные элементы мелких деталей соединнены пайкой | Турель для зенитного пулемета на моденли Bergepanzer собрана из металлических детали пайкой | Спаянная из проволоки корзина модели панцерягера | ||
| Вакуумформование | ||||
|
Вакушки известны на модельном рыннке уже более десяти лет. Свой пик модели, изготовленные методом вакуумформовапия прошли в 90-е годы. Сегодня такие модели выпускаю! сравнительно немногие мелкие фирмочки, как правило они специализирунются на раритетах. Сравнивать такие моденли с точки зрения качества с литыми смысла не имеет. Вместе с тем технология вакуумформовапия нашла свою нишу в модслестроении. Посредством данной технологии можно изготавливать отдельные детали практически любой формы: орудийные щиты, лафеты, сиденья и т.д. Пластик твердый при комнатной температуре становится пластичным при нагревании. В качестве источника нагрева можнно использовать мощную электролампу. Остывший пластик сохранят полученную форму и вновь приобретает твердость. Вакуумформование основано на вытягивании размягченного листового пластика сквозь отверстие. Технология достаточно проста, если иметь под руками специальный аппарат, который можно купить, а можно и самостоятельно изготовить. Описание сей машины выходит за рамки данного высоконнаучного труда.Единственный компонент, который деланется своими руками - рамки, удерживающие лист пластика. В качестве материала идеально подходит фанера толщиной 6 мм. Внешний размер рамки 225x150 мм, внутренний -150x100 мм. В рамках просверливаются соосные отверстия под скрепляющие болты. Лист пластика толщиной примерно 0,4 мм зажимается между рамок. Мастер модель должна иметь избыточную высоту. Модель закрепляется на вертикальной державке - меднном стержне длиной примерно 150 мм и закрепляется на основании вакуумной машины. Пластик нагревается, вставляется во включенную машину и буквально лодевается╗ на маснтер-модель. Остывший лист пластика вынинмается из машины, а из листа вырезается требуемая деталь. С первого раза так красиво получится вряд ли. Очень важна степень нагрева листа пластика, оценить оптимальный нагрев можно только с опытом. Главный недостаток данной технологии - даже не сложная вакуумная машина, а принципиальная невозможность получения четких граней, все грани будут замылены. Из-за этого вакуумформование применимо только для изготовления криволинейных деталей, но не деталей с ярко выраженными углами. |
||||
 |
 |
 |
 |
|
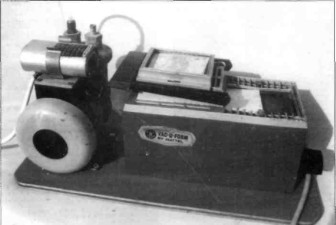
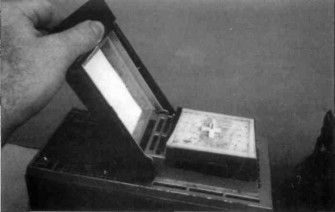
| Вакуумформовочная машина с электронасосом | В рамку вставлен предварительно разогретый до стадии пластичности лист пласнтика. После включения вакуумформовочпой машины, пластик присосется к нижнему листы, огибая мастер-модель. | Результат работы вакуумформовочной машины. | Сиденье члена экипажа папцерягера сделано из листового пластика методом вакуумформования. Щели прорезаны | |
| Оглавление | ||||